
Running a warehouse is a challenging task. With the large volume of goods coming in and out, keeping track of everything and ensuring all materials are handled safely and efficiently can be difficult.
Warehouse material handling requires special equipment, such as forklifts, pallet jacks, conveyor belts, and more. Moving heavy items quickly or storing them properly for later use is almost impossible without these tools.
Read out the article to get more information about material handling in warehouses. The article informs about material handling equipment, its types, material handling principles, and tips for material handling management.
What is material handling in warehouses?
Material handling in warehouses refers to the processes involved in efficiently moving goods and materials from one location to another within the warehouse, storing them properly, and monitoring them throughout production, distribution, consumption, and disposal processes.
It encompasses a range of activities, including receiving and unloading items, storing and retrieving products, and preparing them for shipment.
Warehouse material handling equipment makes these activities more efficient and cost-effective.
Hence it enhances resource allocation, production planning, material flow, forecasting, inventory management, and customer satisfaction.
Why is it important?
Effective material handling is essential for creating a seamless and efficient supply chain. Properly designed warehouse material handling systems can reduce the need for excess inventory, improve customer satisfaction by ensuring timely deliveries, enhances production planning and forecasting, and ultimately contribute to the overall success of a business.
What is a warehouse material handler?
A warehouse material handler is an individual who is responsible for the timely and accurate movement of materials within a warehouse environment. Their main duties include:
- Receiving incoming shipments.
- Unpacking and organizing items.
- Selecting the final products on shelves.
- Packing them.
- Preparing orders for shipment.
- Accurately recording inventory transactions.
Material handlers may also operate forklifts or other equipment to move heavy or bulky materials and may be responsible for maintaining a clean and organized workspace.
Material handlers use different equipment, including conveyor systems, forklifts, order pickers, pallet jacks, and automated storage and retrieval systems (AS/RS).
Material handling equipment
Material handling equipment refers to the machines and tools used in industries and warehouses to move, store, and protect materials during manufacturing, distribution, and consumption.
This equipment can range from simple hand tools like carts and dollies to more complex machinery like conveyors, forklifts, and cranes. In addition, material handling equipment can be designed to handle a variety of materials, including raw materials, finished goods, and hazardous substances.
Types of material handling equipment
We can categorize the equipment into three types.
Manual material handling equipment
Manual material handling equipment refers to tools and devices operated by human power to move, lift, and transport materials within a warehouse.
Some common examples of manual material handling equipment include hand trucks, dollies, carts, and pallet jacks. These tools allow workers to move heavy loads without needing expensive motorized equipment.
Manual material handling equipment is a versatile tool. These tools can be used in various settings and can handle multiple materials.
They are also easy to use, require minimal training, and have a lower upfront cost than motorized equipment. In addition, manual material handling equipment allows workers to navigate around tight spaces and corners.
However, manual material handling equipment does have some limitations. For example, they are unsuitable for extremely heavy loads, and workers may experience fatigue and strain from prolonged use.
In addition, manual equipment may not be suitable for some materials that require specialized handling, such as hazardous or fragile items.
Motorized material handling equipment
Motorized material handling equipment refers to motor-driven machines used in a warehouse to move heavy loads from one place to another.
These machines are mainly used to improve the efficiency of material handling operations and to reduce the risk of workplace accidents.
The forklift is one of the warehouses’ most common motorized material handling equipment. Forklifts are versatile machines that lift and transport heavy loads to various warehouse parts.
They come in different models and sizes, which means they can be used for various tasks such as loading and unloading trucks, stacking and retrieving pallets and moving materials around the warehouse.
Order pickers reach trucks, and stackers are other motorized machines used for specific tasks such as picking orders from high shelves, stacking pallets in narrow aisles, and retrieving goods from inaccessible locations.
Automated material handling equipment
Automated material handling equipment is the latest innovation in warehouse management systems. It utilizes robots, conveyor systems, automatic guided vehicles (AGVs), automated pallet shuttles, and automated storage and retrieval system (AS/RS) to move goods and materials within a warehouse.
It reduces human errors and ensures the safety of workers. It also increases the speed and efficiency of the warehousing process.
Automated equipment can perform tasks such as picking, placing, sorting, and transporting goods with minimal human intervention. That ultimately leads to significant cost savings in labor, time, and materials.
It enables warehouses to handle large volumes of goods consistently and quickly and improves inventory accuracy.
Automated material handling equipment also minimizes product damage and reduces the likelihood of injury and accidents among workers.
Types of automated storage and retrieval systems (AS/RS)
The most commonly used AS/RS are
- Cranes
- Conveyors
- Carousels
- Automatic guided vehicles
- Verticle lift modules (VLM)
- Shuttles
- Hosting equipment
- Industrial robots
- Lift tracks
- Monorails
- Integrated material handling system
- Unit loads
- Micro and mini loads
AS/RS is often integrated with warehouse management system software (WMS).
Ten principles of material handling in warehouse
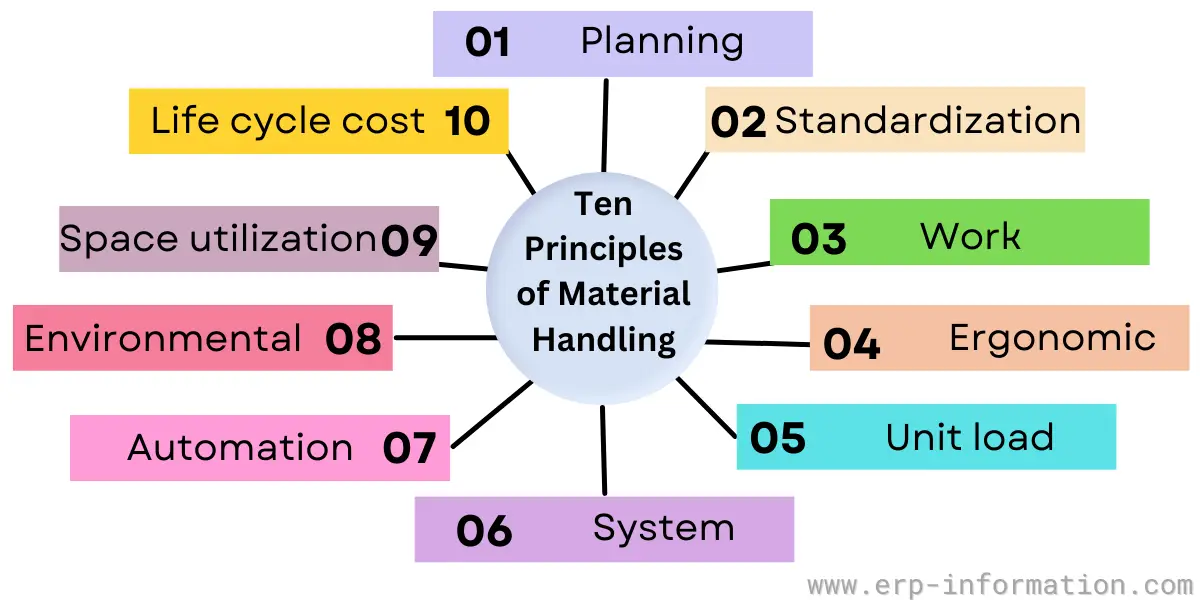
1. Planning
The planning principle involves the evaluation of problems with existing methods. It consists of basic requirements and should be the result of a deliberate plan. It requires a team approach that consists of suppliers, consultants, and users.
2. Standardization
It includes standardization of material handling methods to enhance equipment efficiency. It also consists of standardization of different techniques, controls, equipment, and software to increase performance, and at the same time, it should not compromise throughput, modularity, and flexibility.
3. Work
This principle states that material handling work should be reduced without affecting productivity or the required production service level.
4. Ergonomic
It states that the capabilities and weaknesses of the employees should be recognized and respected during the planning of material handling tasks to ensure safe and efficient operations.
5. Unit load
It is a load that can be stored or moved as a single unit, like a container or pallet. Configuring and appropriately sizing the unit loads is crucial to enhance inventory and material flow objectives at each supply chain stage.
6. System
This principle refers to integrating handling and storage activities of materials into the system to achieve cost efficiency. The system integration involves the entire supply chain system, such as suppliers, distributors, manufacturers, and customers. It includes all the supply chain activities, such as
- Receiving
- Inspection
- Storage
- Production
- Assembly
- Packaging
- Unitizing
- Order Selection
- Shipping
- Transportation
- Handling of returns
7. Automation
This principle states that motorized or automated material handling operations enhance operational efficiency, consistency, predictability, and responsiveness. And reduces operations costs and manual laboring.
8. Environmental
It states that while designing or selecting alternative material handling equipment, it is crucial to consider the environmental impact and energy consumption, and natural resource wastage.
9. Space utilization
This principle refers to the effective use of space in the warehouse. It describes the three-step process: eliminating unorganized areas, balancing storage density and accessibility, and considering overhead space during goods movement.
10. Life cycle cost
This principle refers to the importance of economic analysis of the entire lifecycle of material handling equipment and systems.
Tips for material handling management
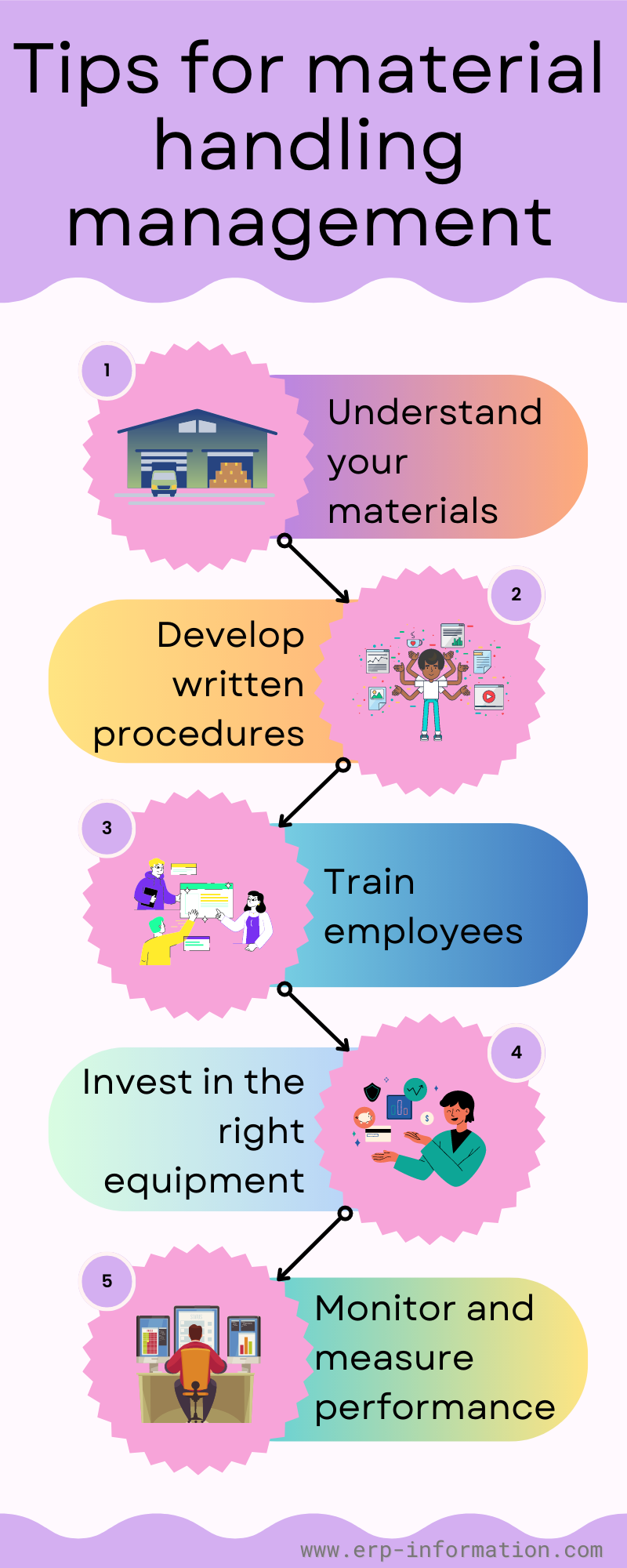
Understand your materials
To manage materials throughout their lifecycle effectively, it’s important to thoroughly understand each material you work with, including its physical evaluation.
That includes knowing their weight, size, fragility, and other important characteristics. In addition, it will help you choose the right equipment and strategies to handle the materials, reducing the chances of damage or loss.
Develop written procedures
Having clear and concise procedures for handling materials can help ensure consistency and eliminate employee confusion.
These procedures should cover every aspect of material handling, from receiving shipments to storing, organizing, and transporting materials throughout the facility. Ensure all employees are trained on these procedures, and update them regularly.
Train employees
Speaking of training, providing employees with the right knowledge and skills is crucial for successful material handling management.
All employees who handle materials should receive appropriate training on safely operating machinery and equipment, such as forklifts or conveyor systems. In addition, providing ongoing training programs can help keep employees up-to-date on the latest technologies and best practices.
Invest in the right equipment
Choosing the best equipment and machinery for your facility is key to successful material handling management. Consider factors such as the layout of your space, the size and weight of the materials you handle, and the types of handling procedures needed.
In addition, consider automation, such as conveyors and robotics, to reduce employee effort and increase productivity.
Monitor and measure performance
Regularly monitoring your material handling operations can help you identify areas for improvement and measure success. That can involve tracking inventory accuracy, order processing time, and employee productivity.
Utilizing tools such as software systems or barcode scanners can help automate this process and provide real-time feedback on performance.
FAQs
Why do we need to choose the right material-handling equipment?
Warehouse material handling plays a crucial role in the success of any warehouse or distribution center. Using improper material handling equipment can cause employee fatigue and injuries and slow the overall process. On the other hand, handling materials efficiently enables companies to reduce labor costs, minimize handling errors, and ensure customer satisfaction. That is why selecting the right material handling equipment is essential.
Choosing the appropriate material handling equipment can reduce the risk of damaging products. However, damaged products can lead to customer dissatisfaction and loss of revenue.
Conclusion
In conclusion, material handling is a critical part of warehouse operations. Effective material handling practices lead to increased efficiency, cost savings, and improved customer satisfaction.
In addition, investing in the right material handling equipment and warehouse management systems can help to improve warehouse processes, leading to increased productivity and profitability for businesses.
Reference